

Freinage, premier rôle pour la plaquette
De la qualité de la plaquette dépend l’efficacité du freinage. Les différences peuvent atteindre 20 % sur la distance d’arrêt et ce n’est pas le seul paramètre de performance.
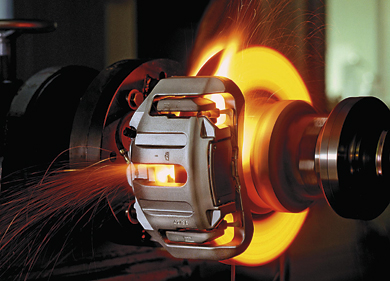
L’ensemble disque plaquette doit supporter des traitements extrêmes pour recevoir les homologations des équipementiers, des constructeurs et l’agrément R90. (Document Conti Teves)
En réparation, la plaquette de frein évolue dans un marché très concurrencé où le prix reste un critère important. Et ce qui fait le tarif d’une plaquette de frein, c’est surtout sa composition et son processus de fabrication, fruits de la recherche et développement du fabricant, des expérimentations réalisées seul ou en coopération avec les constructeurs, pour les homologations en première monte.
Les composants
Tous les fabricants utilisent à peu près les mêmes recettes. Des matériaux qui assurent la friction, et un liant pour faire un composé compact, résistant à l’écrasement, à l’arrachement et à la température. Enfin, des éléments lubrifiants sont destinés à limiter la friction pour allonger la durée de vie du couple disque et plaquette.
Les agents de friction sont des cristaux abrasifs : de l’oxyde d’aluminium, des silicates de zirconium, du carbure de silicium. La charge est composée de barytes, mica, de métaux tels que l’acier en laine, du cuivre et des métaux non ferreux. Ils apportent un frottement important (inférieur cependant à la dureté du disque), avec un pouvoir dissipateur de calories, le cuivre étant par exemple très conducteur de chaleur. Pour assurer la masse du tout, l’ensemble des produits utilisés est mélangé avec des fibres inorganiques et organiques telles que des fibres de verre, de la cellulose, des sulfites métalliques. La cohésion est constituée par des résines phénoliques et du caoutchouc. Pour permettre un glissement de la plaquette sur le disque, du graphite est ajouté.
La fabrication
Pour durer, les garnitures doivent être très compactes. Si la résistance à l’écrasement fait partie des obligations réglementaires, entre la norme et la réalisation des fabricants, il peut y avoir des différences. Après mélange des composants, la pâte qui deviendra la garniture de friction de la plaquette est compactée dans des moules, puis cuite à haute température (160 puis 200 °C). Pendant cette phase, les liants caoutchoutés sont vulcanisés. La matière est ainsi définitivement stabilisée.
La réglementation
Jusqu’à 2001, aucune réglementation n’encadrait la vente de pièces de freinage. Les plaquettes vendues en remplacement pouvaient présenter une qualité très inférieure à celles de la première monte. A l’occasion de l’entretien, le freinage pouvait ainsi devenir dangereux pour les usagers. C’est la raison pour laquelle l’Europe a interdit la vente de pièces de freinage qui ne répondaient pas à une norme définie par une série d’essais, une certification de la fabrication et un emballage inviolable. La réglementation est dénommée “R90”, et des marquages sur les produits et sur les boîtes sont obligatoires.
Les tests du R90
Les performances minimum contrôlées lors de l’homologation R90 d’une garniture sont fixées en référence au produit monté par le constructeur, la performance “OE” (équipement d’origine). Le freinage doit être équivalent, à plus ou moins 15 % pour des questions de constance de fabrication, à l’équipement qui a fait l’objet de l’homologation par le constructeur. De plus, les pièces sont soumises à un test de cisaillement, pour mesurer leur résistance sur le support, et un effort de compressibilité, pour vérifier la tenue du matériau.
Les essais dynamiques comportent l’équivalent des essais sur route de l’homologation du freinage de série (R13), qui mesure l’efficacité à froid et à chaud. Les essais statistiques évaluent la performance de la pression et la sensibilité à la vitesse. Les mesures sont réalisées à différentes vitesses et contrôlent la distance d’arrêt. Par ces évaluations, la perte d’efficacité à la répétition du freinage, le fading, est mesurée. Celui-ci doit limiter la tendance au brûlage ou au glaçage des matières de friction.
En comparaison, les systèmes de frein homologués en origine par les constructeurs sont soumis à un plus grand nombre de tests. Le test de fading (perte d’efficacité) est évalué à chaud en fading léger et important. Celui-ci est dû à la constitution d’une couche gazeuse de dégradation du matériau de friction qui diminue la qualité du frottement.
D’autres mesures ne sont pas effectuées : la conductivité thermique, la transmission des vibrations, le bruit, l’usure de la garniture et celle provoquée sur le disque. Pour chaque homologation, les tests prennent environ trois à cinq heures pour la norme ECE R90, alors que l’agrément par le constructeur entraîne six à dix-huit mois de développement, dont une partie est consacrée aux tests répondant à l’homologation R13.
Les demandes des clients
Les fabricants de garnitures ne peuvent pas produire les mêmes plaquettes pour tous les pays. Selon les marchés, le client met en avant une qualité ou une autre. En Europe, la qualité du freinage est privilégiée. C’est la sécurité qui prime, et les fabricants doivent faire plus d’efforts sur l’équilibre entre la friction et l’usure. Pour les pays d’Amérique du Nord et en Asie, c’est le bruit et l’usure qui prédominent. Les tendances devraient se rejoindre progressivement, puisque les normes de bruits des moteurs baissent et les motorisations électriques font ressortir tous les autres sons émis par la mécanique. De plus, les techniques de régénération de l’énergie permettent de diminuer l’utilisation des freins. L’usure en est diminuée d’autant même si ce paramètre, vu par les clients, n’est pas fondamental.
Les tendances
Les fabricants qui fournissent à la fois la rechange et les constructeurs appliquent des niveaux de qualités similaires pour les pièces d’origine et de remplacement, même quand leurs produits ne sont pas ceux qui sont homologués d’origine. Néanmoins, pour des clients aux exigences moindres, ils constituent des gammes de qualité limitée, à des tarifs contenus. Bien sûr, celles-ci répondent aux exigences R90, mais peuvent faire l’impasse, par exemple, sur la durée de vie, étant destinées à des véhicules roulant peu. D’autres produits sont faits pour répondre à des problèmes particuliers, tels que le bruit récurent sur quelques modèles de véhicules, sont apparus à la suite de la disparition de l’amiante. Des plaquettes sont également produites spécifiquement pour la compétition. Elles sont développées pour mieux résister à l’usage intensif et font l’impasse sur le bruit, qui est alors secondaire.
Les défauts d’usure
Malgré toutes les précautions prises par les fabricants, les garnitures de freinage peuvent souffrir dans certains cas et entraîner des défaillances de freinage qui doivent conduire à un remplacement prématuré.
Le glaçage des plaquettes vient d’un usage irrégulier des freins. Le vernis qui s’est déposé sur la surface de la plaquette est une couche très dure, particulièrement glissante qui réduit le coefficient de friction. Un freinage intensif, mais trop rare, entraîne le glaçage, ainsi que l’application en “léchage” des plaquettes sur le disque.
Le jeu de plaquettes doit alors être remplacé, le disque est simultanément contrôlé. Sa surface doit être suffisamment rugueuse pour maintenir une friction suffisante.
Le brûlage des plaquettes vient de la combustion des résines et du caoutchouc constituant les garnitures, à l’occasion de freinages trop longs et trop forts, qui ont entraîné un dépassement de la température maxi de l’ensemble disque plaquette, ou en cas d’un système de freinage défectueux dans le refroidissement du disque. Il est nécessaire de remplacer immédiatement les plaquettes et de contrôler le système de freinage, dont l’épaisseur et le refroidissement des disques.
Un disque trop usé ou des plaquettes au-delà de l’usure maxi ne dissipent plus la chaleur de freinage comme il est nominalement prévu. Cet état peu conduire aux défauts cités précédemment. Il est nécessaire de contrôler tous les 10 000 à 15 000 km l’usure de l’ensemble des pièces de freinage, le bon coulissement des étriers, des pistons, des plaquettes sur les supports, pour limiter ces défauts.
-----------
FOCUS - De plus en plus de contraintes
La législation est de plus en plus contraignante sur l’usage de certains matériaux. Après l’amiante, qui a été supprimée il y a maintenant vingt ans, les métaux lourds sont désormais dans le collimateur des gouvernements. Ainsi, le cuivre, qui entre pour 5 à 10 % dans la composition de la garniture et lui apporte une friction douce et une bonne conductibilité thermique, devrait prochainement disparaître. D’autres métaux “lourds” ont déjà disparu. Ces changements viennent de décisions de santé publique, la fabrication avec de tels matériaux et les poussières générées lors du freinage s’avérant dangereuses lorsqu’elles sont répandues dans l’air.
-----------
FOCUS - Les tests chez un fabricant
Tous ont à peu près la même méthodologie. Chez Ferodo, on applique de manière répétitive des cycles de freinage de 80 km/h à 0, ainsi que de 160 km/h à 0. Les efforts et la course à la pédale sont pris en référence, pour obtenir le même freinage. La variation permet de classer la tenue à la température et à la compressibilité du mélange. Sur des parcours connus, des cycles de 240 freinages réalisés en moins d’une heure trente (tests répétés 12 fois pour une mesure statistique) évaluent l’usure des disques comparativement aux plaquettes. On croise parfois les essayeurs des grandes marques sur les côtes du Mont Ventoux, dans le sud de la France, ainsi que dans les Alpes autrichiennes, dans les lacets du col du Grossglockner.
Vous devez activer le javacript et la gestion des cookies pour bénéficier de toutes les fonctionnalités.





